
-

-
销售热线
400-116-4888
sale@quicklaser.com
江苏省苏州市工业园区青丘街6号

迅镭服务号

迅镭订阅号
紫铜,又名红铜。因为其容易加工、铸造、焊接以及切割等工艺的性能,广泛用于电力行业、轻工业中的应用、电子行业等行业用于制作导电、导热器材。

激光焊接机焊接紫铜容易出现哪些问题
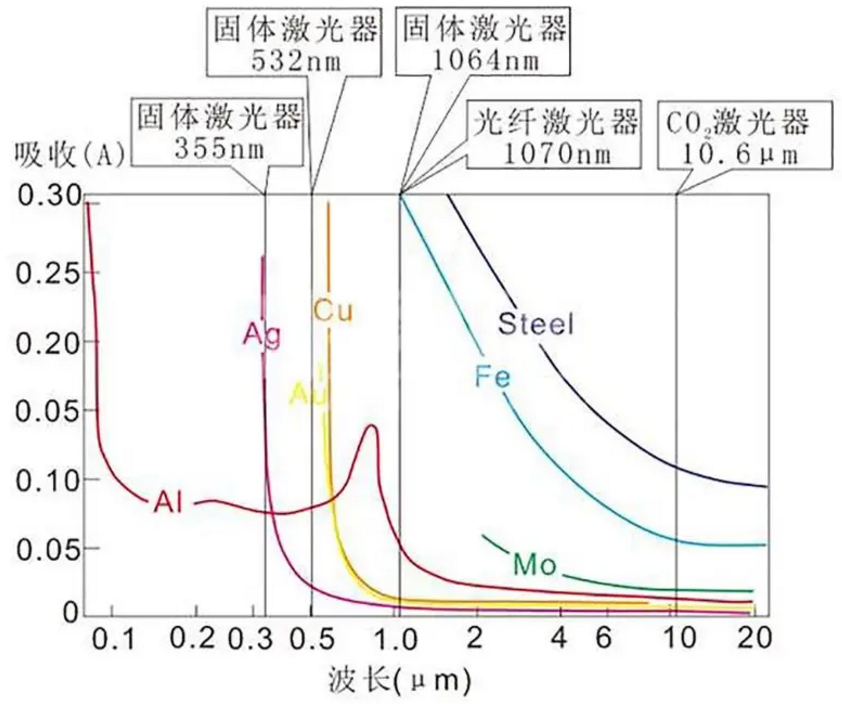
激光焊接是利用高能量的激光脉冲对材料进行微小区域内的局部加热,将材料熔化后形成特定熔池。但由于高反材料对光纤激光的吸收率较低,所以加工难度也较大,激光焊接机焊接紫铜也容易出现很多问题。

1、紫铜的导热系数大,热量传输速度过快,从而使加工件难以熔合在一起,加工件的热影响区较大。
2、紫铜的线膨胀系数很大,焊接时操作不当可能会致使工件发生明显的变形。
3、紫铜中含有少量的氧等杂质,在加热过程中比较容易被氧化,可以使焊缝产生热裂纹。
4、紫铜深熔焊接时可能会产生气孔,主要是氢元素溶解在紫铜中而直接产生的扩散性气孔,或者是氧化还原反应带来的反应气孔。

激光焊接机如何焊接紫铜
紫铜焊接属于常见加工类型,由于紫铜材质天生具有高反射特性、对激光的吸收率较低、本身线膨胀指数较大都是造成紫铜焊接效果不佳的原因。需要找到对应的正确解决办法,就能实现良好的激光焊接机焊接效果。
常温下,提高激光功率密度来实现紫铜材质的深熔焊接;
激光器小芯直径能量密度比值极容易达到紫铜吸收值,避免光被反射;
利用高功率激光和振镜式焊接头,减少焊接飞溅、焊后的气洞现象;
对紫铜表面进行合适的处理,切断产生气孔的气体来源;
选择优良的工艺参数,使溶解在金属中的气体以最大的速度上浮逸出;
合理选用保护气体和合适的气体保护措施,提高焊接过程中的气体保护力度;
焊接头倾斜焊接,以避免长时间回反光损伤激光器;
摆动焊接可以提高焊接表面质量。
sale@quicklaser.com
江苏省苏州市工业园区青丘街6号
迅镭服务号
迅镭订阅号
版权所有 © 苏州迅镭激光科技有限公司 苏ICP备09020095号  苏公网安备 32059002003841号 隐私政策
苏公网安备 32059002003841号 隐私政策


